Wat is een rubberen kneder en hoe is deze gestructureerd?
EEN rubberen kneder - ook wel interne mixer of banbury-type kneder genoemd - is een gesloten mengmachine met hoge intensiteit die wordt gebruikt om ruw rubber te compounderen met additieven zoals roet, zwavel, versnellers, weekmakers en verwerkingsoliën. In tegenstelling tot open molens voert de rubberkneder het mengen uit in een afgesloten kamer, wat het materiaalverlies dramatisch vermindert, de dispersie-uniformiteit verbetert en de verwerking van temperatuurgevoelige verbindingen mogelijk maakt.
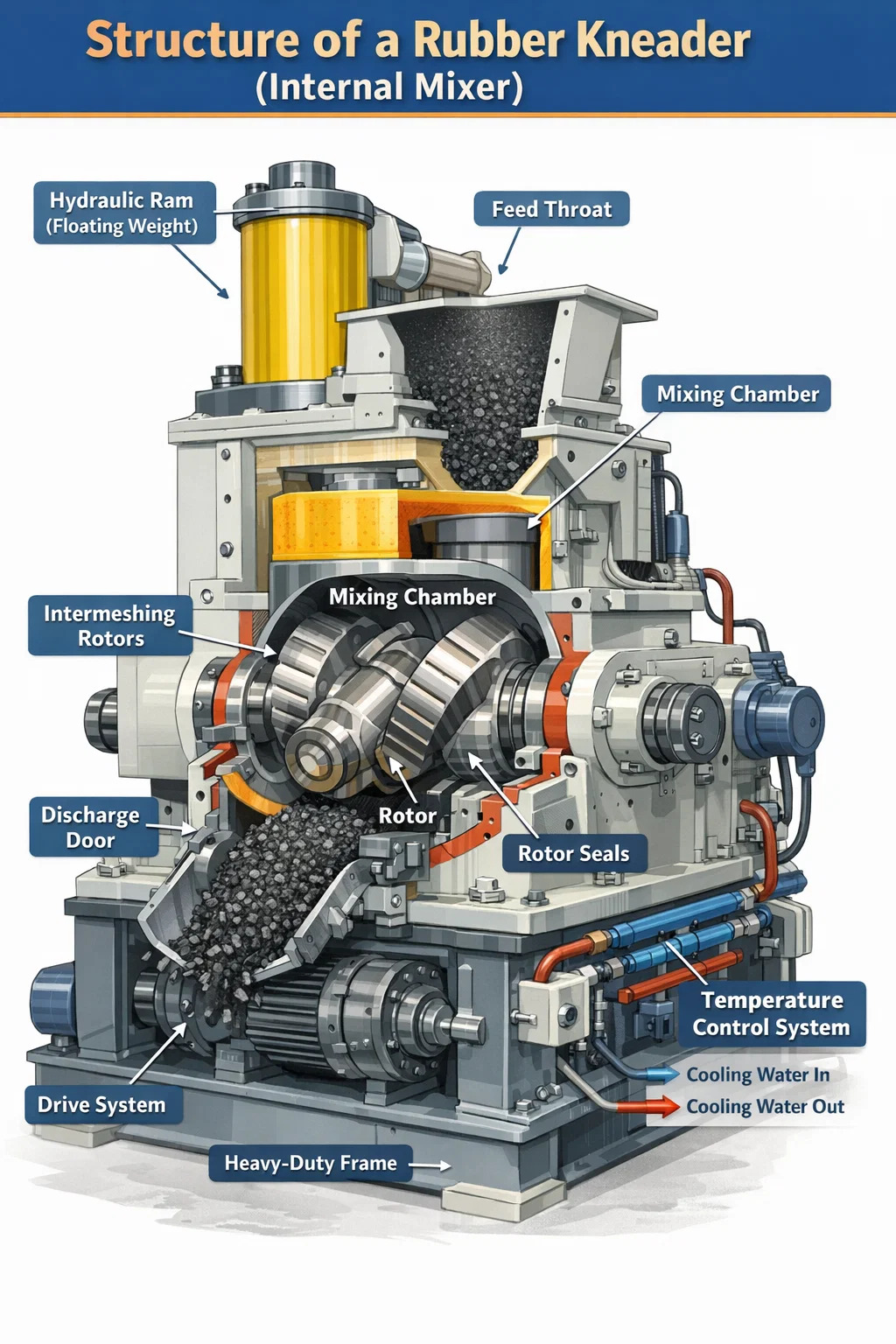
De kernstructuur van een rubberen kneder bestaat uit zes primaire systemen: de mengkamer, de rotoren, de hydraulische cilinder (zwevend gewicht), het afvoerdeurmechanisme, het temperatuurregelsysteem en het aandrijfsysteem. Elk speelt een duidelijke mechanische rol, en als we begrijpen hoe ze op elkaar inwerken, wordt duidelijk waarom interne kneders de industriestandaard zijn geworden voor rubbercompounds bij de productie van banden, afdichtingen, pakkingen, slangen en technische rubberproducten.
Het machinelichaam zelf is doorgaans gemaakt van hoogwaardig gietstaal of gefabriceerde staalplaat, met interne oppervlakken die zijn gehard of bekleed met een slijtvaste legering om bestand te zijn tegen de enorme mechanische krachten die worden gegenereerd tijdens het mengen - vaak meer dan 500 kN in machines met een grote capaciteit.
De mengkamer: het hart van de rubberen kneder
De mengkamer is de afgesloten ruimte waar alle compounding plaatsvindt. Het is een achtvormige holte die met extreem nauwe toleranties is bewerkt en is ontworpen om twee tegengesteld draaiende rotoren te huisvesten. Het interne profiel van de kamer is niet cirkelvormig; de wanden zijn gevormd om de rotorgeometrie aan te vullen, waardoor de rubbermassa continu wordt gevouwen, afgeschoven en opnieuw wordt blootgesteld aan de rotoroppervlakken.
Kamervolume is een van de belangrijkste specificaties die worden gebruikt om rubberen kneders te classificeren. Machines op laboratoriumschaal kunnen kamervolumes hebben van slechts 0,3 liter, terwijl interne mengers van productiekwaliteit die in bandenfabrieken worden gebruikt meer dan 650 liter kunnen hebben. Gangbare industriële formaten variëren van 20 l tot 270 l, waarbij de vulfactoren (de verhouding tussen het gewicht van de rubbervulling en het kamervolume) doorgaans tussen 0,6 en 0,75 liggen.
De kamerwanden omvatten een uitgebreid netwerk van interne koel- en verwarmingskanalen . In moderne rubberkneders worden deze kanalen rechtstreeks door het kamerlichaam geboord en aangesloten op een gesloten temperatuurregelsysteem. Nauwkeurig thermisch beheer is van cruciaal belang; de viscositeit van het rubber, de dispersie-efficiëntie en de kwaliteit van de verbindingen zijn allemaal afhankelijk van het handhaven van de batchtemperatuur binnen een bepaald venster, vaak tussen 70°C en 160°C, afhankelijk van de formulering.
De kamer is in twee helften verdeeld – een bovenlichaam en een onderlichaam – die aan elkaar zijn vastgeschroefd. De onderste helft bevat het scharnier van de afvoerdeur. Deze gespleten constructie biedt toegang voor inspectie, reiniging en vervanging van de voering. Kamervoeringen gemaakt van gehard staal (meestal met oppervlaktehardheidswaarden van 58–62 HRC) beschermen het structurele kamerlichaam tegen schurende rubberverbindingen en kunnen onafhankelijk worden vervangen zonder de hele machine te demonteren.
Rotors: het bepalende onderdeel van het ontwerp van de rubberen kneder
De rotoren zijn de mechanische elementen die feitelijk het mengwerk in de kamer uitvoeren. In een rubberen kneder, twee rotoren roteren in tegengestelde richtingen met een vaste snelheidsverhouding , typisch 1:1,1 of 1:1,2, waardoor een differentiële rotorsnelheid ontstaat die intense schuifspanning genereert op het kneeppunt tussen de rotors en tussen elke rotor en de kamerwand.
Rotorgeometrie is een van de meest ontwikkelde aspecten van een interne mixer. Er zijn drie belangrijke rotortypen die worden gebruikt in moderne rubberkneders:
- Tweevleugelige (elliptische) rotoren: Het originele ontwerp, gekenmerkt door twee spiraalvormige bladen die langs de rotoras zijn gedraaid. Deze genereren hoge schuifkrachten en zijn geschikt voor moeilijk te mengen verbindingen, carbon black masterbatches en hoogviskeuze rubbers zoals natuurrubber (NR) en EPDM. De tipspeling tussen de rotorvleugel en de kamerwand is doorgaans 2–6 mm.
- Rotors met vier vleugels: Ontwikkeld om gelijktijdig het dispersief en distributief mengen te verbeteren. De extra vleugels verhogen de frequentie van materiaalvouwen en heroriëntatie per omwenteling, waardoor een snellere opname van vulstoffen mogelijk is. Rotors met vier vleugels zijn nu standaard in hoogproductieve menglijnen voor bandencompounds.
- Rotors met zes vleugels (of meer vleugels): Gebruikt in toepassingen die een uitzonderlijk fijne dispersie van het vulmiddel vereisen, zoals op silica gebaseerde bandencompounds waarbij de silaankoppelingsefficiëntie van cruciaal belang is. Deze rotoren produceren een zachtere, meer distributieve menging met lagere piektemperaturen.
Rotorassen zijn hol en verbonden met het temperatuurregelsysteem, waardoor koelvloeistof of stoom door het interieur kan stromen. Deze interne rotorkoeling is essentieel bij mengbewerkingen op hoge snelheid, waarbij wrijvingswarmteontwikkeling voortijdige vulkanisatie (verschroeien) van de verbinding kan veroorzaken. De snelheid van het rotoroppervlak in productiekneders varieert doorgaans van 20 tot 80 tpm , waarbij sommige machines met variabele snelheid binnen één mengcyclus over dit volledige bereik kunnen werken.
De rotoren worden aan beide uiteinden ondersteund door robuuste wentellagers in de zijframes van de machine. De lageropstelling moet zowel radiale belastingen van de druk op het rubbermengsel als axiale stuwkrachten, gegenereerd door de spiraalvormige rotorvleugels, kunnen opvangen. Lagersamenstellen in grote kneders zijn doorgaans ook watergekoeld, omdat wrijvingswarmte bij de lagerzittingen anders de levensduur aanzienlijk zou verkorten.
Rotorafdichtingssysteem
Waar de rotorassen via de zijwanden de mengkamer verlaten, voorkomt een afdichtingssysteem dat rubbercompound langs de as naar buiten lekt. Dit is technisch gezien een van de meest uitdagende gebieden bij het ontwerpen van rubberkneders. De afdichting moet rubber bevatten bij een druk tot 0,5–1,0 MPa, terwijl de as met hoge snelheid draait, terwijl de binnenkant van de kamer een hoge temperatuur heeft.
De meeste moderne rubberen kneders gebruiken een van de twee afdichtingsvoorzieningen:
- Labyrintafdichtingen met rubberen pakking: EEN series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- Mechanische gezichtsafdichtingen: Gebruikt in premium machines en toepassingen met strenge vervuilingseisen. Een roterend afdichtingsvlak dat tegen een stationaire zitting wordt gedrukt, zorgt voor een positieve barrière. Deze afdichtingen kunnen lucht- of watergekoeld zijn en bieden langere onderhoudsintervallen dan afdichtingen van het pakkingtype.
De hydraulische ram (zwevend gewicht): drukregeling boven de compound
Direct boven de mengkamer bevindt zich de bovenste ram, gewoonlijk het drijvende gewicht of de hydraulische ram genoemd. Dit is een massief stalen of nodulair gietijzeren blok dat zo is gevormd dat het in de invoeropening van de kamer past. Zijn functie is om de bovenkant van de mengkamer af te dichten nadat het materiaal is geladen en om tijdens het mengen neerwaartse druk uit te oefenen op de rubberbatch.
De ramdruk is een van de belangrijkste procesvariabelen bij het werken met een rubberkneder. Een hogere ramdruk dwingt het rubbermengsel in nauwer contact met de rotoren, waardoor de afschuifintensiteit toeneemt en de spreiding verbetert. Overmatige druk versnelt echter de slijtage van rotor en kamervoering. De ramdrukken in productiemachines variëren doorgaans van 0,2 tot 0,8 MPa, toegepast via een hydraulische cilinder die boven de invoeropening is gemonteerd.
De ram wordt geleid door een verticale keelcilinder - een nauwkeurig machinaal bewerkte doorgang die de ram gecentreerd houdt en zijdelingse beweging onder samengestelde druk voorkomt. Een stofafdichting aan de onderkant van de keel voorkomt dat rubber rond het ramlichaam omhoog migreert. De ram zelf is vaak voorzien van een kern en verbonden met het koelwatercircuit om de warmteabsorptie van het onderliggende rubber te regelen.
De hydraulische cilinder die de ram aandrijft, is gemonteerd op een draaiframe boven het machinelichaam, waardoor deze vrij kan zwaaien wanneer de invoeropening wordt geopend om te laden. Op geautomatiseerde productielijnen wordt de ramcyclus bestuurd door het mengprogramma: hij gaat automatisch omhoog wanneer de stortdeur opengaat om de batch vrij te geven, en daalt en vergrendelt onmiddellijk nadat de volgende lading is geladen.
In sommige nieuwere ontwerpen van rubberkneders, vooral die welke worden gebruikt voor het compounderen van silica-silaan, wordt de ramdruk dynamisch gemoduleerd tijdens de mengcyclus, waarbij de druk tijdelijk wordt verlaagd tijdens de silanisatiereactiefase om oververhitting te voorkomen, en vervolgens weer wordt verhoogd voor de uiteindelijke dispersie. Hiervoor is een proportioneel hydraulisch kleppensysteem nodig dat is geïntegreerd in de machinebesturing.
Losdeurmechanisme: vrijgeven van de gemengde batch
De afvoerdeur vormt de bodem van de mengkamer. Wanneer het mengen voltooid is, gaat deze deur naar beneden open (of zwaait naar één kant, afhankelijk van het ontwerp) om de afgewerkte rubberbatch door de zwaartekracht vrij te geven in een stroomafwaarts apparaat - meestal een open molen, extruder met dubbele schroef of batch-afkoeltransporteur.
De deur wordt bediend door een hydraulische cilinder en het vergrendelingsmechanisme ervan moet tijdens het mengen de volledige interne kamerdruk kunnen weerstaan zonder doorbuiging. Zelfs een kleine buiging van de deur kan ertoe leiden dat rubber in het gebied van de deurafdichting terechtkomt, waardoor de slijtage wordt versneld en vervuiling wordt veroorzaakt. Hoogwaardige rubberen kneders maken gebruik van meerdere borgbouten of een cam-lock-mechanisme dat de klemkracht gelijkmatig over de deuromtrek verdeelt.
Het deurvlak (het oppervlak dat in contact komt met het rubbermengsel) is doorgaans voorzien van een geharde slijtplaat, die onafhankelijk kan worden vervangen. Het deurlichaam bevat koelkanalen die zijn aangesloten op hetzelfde circuit als de kamerwanden. Een rubberen of elastomere afdichtring loopt rond de omtrek van de deur om lekkage van het mengsel op het grensvlak tussen kamer en deur te voorkomen. Deze afdichting is een verbruiksartikel dat tijdens gepland onderhoud moet worden vervangen.
De openingstijd van de afvoerdeur is een procesparameter; een snellere opening verkort de tijd dat het mengsel wordt blootgesteld aan hitte nadat het mengen is beëindigd, wat van cruciaal belang is voor temperatuurgevoelige verbindingen die voorgedispergeerde vulkanisatiemiddelen bevatten. In hogesnelheidsproductielijnen het openen van de deur en het droppen van de batch zijn binnen 3-5 seconden voltooid doorvoer op peil te houden.
Temperatuurcontrolesysteem: warmtebeheer door de rubberen kneder
Temperatuurbeheer is niet optioneel bij het gebruik van rubberkneders; het is een fundamentele vereiste voor de kwaliteit van het mengsel en de herhaalbaarheid van het proces. Het temperatuurregelsysteem omvat drie warmtewisselingszones: de kamerwanden, de rotorlichamen en de ram. Elke zone kan onafhankelijk worden bestuurd.
De meeste rubberkneders voor productie maken gebruik van een gesloten watertemperatuurregeleenheid (TCU) die getemperd water door alle drie de zones circuleert. De TCU kan water verwarmen met behulp van elektrische verwarmingselementen of stoominjectie en koelen met behulp van een warmtewisselaar die is aangesloten op de gekoeldwatervoorziening van de faciliteit. De beoogde watertemperaturen variëren per procesfase:
- Voorverwarmfase: 60–90°C water om de kamer op bedrijfstemperatuur te brengen vóór de eerste batch van de dienst
- Mengfase: koelwater van 20–40°C om wrijvingswarmte te absorberen en overtemperatuur van de verbinding te voorkomen
- Reinigingsfase: spoeling met heet water of stoom om het resterende mengsel zacht te maken, zodat het gemakkelijker kan worden verwijderd
De temperatuur van de verbinding wordt bewaakt door thermokoppels of infraroodsensoren die in de kamerwand zijn gemonteerd. Real-time feedback over de samengestelde temperatuur wordt door het machinebesturingssysteem gebruikt om de rotorsnelheid, de ramdruk en de koelvloeistofstroomsnelheid aan te passen om de batch binnen de specificatie te houden. In sommige geavanceerde rubberknedersystemen wordt het mengen automatisch beëindigd wanneer de temperatuur van het mengsel een bepaald punt bereikt, in plaats van na een vaste tijdcyclus. Deze zogenaamde temperatuurgecontroleerde dump is consistenter dan tijdgestuurd dumpen en vermindert de variabiliteit tussen batches.
Details rotor- en kamerkoelcircuit
Binnen elke holle rotor volgt het koelmiddelcircuit doorgaans een spiraal- of boringpatroon dat het oppervlaktecontactoppervlak maximaliseert. Draaikoppelingen (ook wel draaikoppelingen genoemd) aan de uiteinden van de rotoras verbinden de stationaire koelvloeistoftoevoerleidingen lekvrij met het roterende rotorinterieur. Dit zijn precisiecomponenten die periodieke inspectie en vervanging vereisen naarmate de interne afdichtingen slijten.
Koelkanalen in de kamerwand worden in een kronkelig patroon door het kamerblok geboord, meestal op een afstand van 30-50 mm van hart tot hart. Het koelmiddeldebiet door deze kanalen is ontworpen om een warmteafvoercapaciteit te bereiken die voldoende is voor het nominale vermogen van de machine. Voor een kneder van 270 liter met een aandrijfmotor van 2000 kW moet het koelsysteem in staat zijn om continu ten minste 1,5–2,0 MW aan thermische energie te verwijderen.
Aandrijfsysteem: krachtoverbrenging naar de rotoren
Het aandrijfsysteem van een rubberkneder bestaat uit de elektromotor, de snelheidsreductiekast (versnellingsbak) en de tandwielopstelling die de twee rotoren aandrijft. Omdat de rotoren met een vaste snelheidsverhouding ten opzichte van elkaar moeten draaien, zijn ze gekoppeld via een in elkaar grijpende tandwielset – de distributietandwielen – die synchronisatie garandeert, ongeacht de belastingsvariaties.
De hoofdaandrijfmotor is bijna universeel een AC-inductiemotor met besturing met variabele frequentieaandrijving (VFD) in moderne machines. De mogelijkheid tot variabele snelheid is essentieel voor het optimaliseren van het mengen in verschillende stadia van een compoundcyclus, bijvoorbeeld door op lage snelheid te draaien tijdens het eerste afbreken van de baal om overbelasting van de motor te voorkomen, en vervolgens te accelereren naar de maximale snelheid voor het inwerken van de vuller. Motorvermogen in productie-rubberkneders schalen met kamervolume:
| Kamervolume (L) | Typisch motorvermogen (kW) | Rotorsnelheidsbereik (tpm) | Gemeenschappelijke toepassing |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Kleine batch, speciale verbindingen |
| 75–120 | 500–900 | 20–70 | Middelgrote band en industrieel rubber |
| 200–270 | 1500–2500 | 20–80 | Bandenprofielcompound met groot volume |
| 400–650 | 3000–5000 | 15–60 | Grootschalige masterbatchproductie van banden |
De versnellingsbak (snelheidsreductiemiddel) verlaagt het motortoerental tot het bedrijfstoerental van de rotor, terwijl het koppel wordt vermenigvuldigd. In een rubberkneder moet de versnellingsbak een extreem hoog koppel aankunnen; voor een motor van 2000 kW die de rotoren bij 40 tpm laat draaien, kan het koppel op de rotoras groter zijn dan 500.000 N·m. De versnellingsbak is doorgaans een opstelling met een parallelle as of een rechthoekige opstelling met gecarbureerde en geslepen tandwielen, gehuisvest in een robuuste behuizing van gietijzer of staal met geforceerde smering.
EEN flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
Voer keel- en oplaadsysteem in
De invoerkeel is de verticale doorgang boven de mengkamer waardoor rubber en additieven worden geladen. Bij handmatige bediening worden rubberbalen en gewogen additieven door operators of een transportband in de keel gedropt. Bij geautomatiseerde bereidingslijnen is de invoeropening uitgerust met een kantelbak of een pneumatisch ramhulpapparaat om materialen tegen de weerstand van de rotors in de kamer te duwen.
De afmetingen van de keelopening zijn ontworpen voor de standaard afmetingen van rubberen balen; een kneder van 270 liter heeft doorgaans een keelopening van ongeveer 600 mm x 400 mm. Een draaibare stofkap of flap sluit de keel na het opladen af om stof en dampen tijdens het mengen tegen te houden. Sommige machines hebben ook een rookafzuigpoort in de keelafdekking die is aangesloten op een centraal ventilatiesysteem. Dit is vooral belangrijk bij het mengen van verbindingen die roet, zwavel of vluchtige procesoliën bevatten.
Injectie van vloeibare ingrediënten – voor procesoliën, vloeibare silanen of speciale additieven – gebeurt vaak via poorten die rechtstreeks in de kamerwand of via het ramlichaam zijn aangebracht. Deze injectiemondstukken moeten zo zijn ontworpen dat ze bestand zijn tegen kamerdruk en -temperatuur en tegelijkertijd nauwkeurig afgemeten volumes kunnen leveren, doorgaans geregeld door doseersystemen met tandwielpompen die in het mengprogramma zijn geïntegreerd.
Machineframe en structurele componenten
Het gehele rubberen knedersamenstel is gemonteerd op een zwaar structureel basisframe vervaardigd uit dikke staalplaat of gietstukken. Dit frame absorbeert de reactiekrachten uit het mengproces en brengt deze over op de fundering. De daarbij betrokken krachten zijn aanzienlijk: een grote productiekneder genereert rotorscheidingskrachten (de kracht die de rotoren uit elkaar duwt als gevolg van rubberdruk) die tijdens piekmengbelastingen enkele honderden kilonewton kunnen bereiken.
De twee zijframes, één aan elke kant van de mengkamer, dragen de rotorlagers en zorgen voor de structurele verbinding tussen de kamer en de basis. Dit zijn vaak de zwaarst belaste onderdelen in de machine en zijn vervaardigd uit nodulair gietijzer of zwaar staal met royale hoekradii om de spanningsconcentratie te verminderen.
Trillingsisolerende steunen tussen het basisframe van de kneedmachine en de fundering van het gebouw zijn standaard op moderne installaties. Een volledig beladen grote rubberen kneder genereert tijdens het afbreken van de baal aanzienlijke trillingen. Zonder isolatie kan dit worden overgedragen op de bouwconstructie en nabijgelegen instrumenten beïnvloeden of na verloop van tijd vermoeiingsscheuren in ankerbouten veroorzaken.
Besturingssysteem en instrumentatie in moderne rubberen kneders
Moderne rubberkneders zijn uitgerust met PLC-gebaseerde besturingssystemen die de gehele mengcyclus automatisch beheren. Het besturingssysteem bewaakt en registreert een continue stroom procesgegevens:
- Verbindingstemperatuur (gemeten via kamerwandthermokoppel of infraroodpyrometer gericht op de verbinding via een kijkpoort)
- Rotorsnelheid (tpm), traploos instelbaar via de VFD
- Motorstroomverbruik, dat evenredig is met de viscositeit van de verbinding en dient als een indirecte maatstaf voor de mengenergie-invoer
- Specifieke energie-input (kWh/kg), verzameld tijdens de mengcyclus
- Positie en druk van de ram
- Koelmiddelinlaat- en uitlaattemperaturen voor elke koelzone
- Positie dumpdeur (open/gesloten vergrendeling)
Specifieke energie-input is misschien wel de meest betrouwbare indicator voor de volledigheid van het mengen Voor veel rubbercompounds is de verspreiding van roet bijvoorbeeld nauw gecorreleerd met de cumulatieve energie-input per kilogram compound, en niet alleen met de tijd. Met moderne bedieningselementen voor rubberen kneders kunnen mengprogramma's worden gedefinieerd op basis van het energie-eindpunt in plaats van het tijdseindpunt, wat automatisch compenseert voor variaties in de viscositeit van de grondstoffen tussen batches.
EENll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
Belangrijkste structurele verschillen tussen typen rubberen kneders
Niet alle rubberen kneders hebben identieke structurele configuraties. Er bestaan verschillende ontwerpvariaties om aan verschillende productievereisten te voldoen:
Tangentiële versus in elkaar grijpende rotorkneders
In een tangentiële rotorkneder (het klassieke Banbury-ontwerp) draaien de twee rotoren in afzonderlijke cirkelvormige banen die elkaar raken - de rotorvleugels grijpen niet in elkaar. Hierdoor ontstaat er een grote mengzone tussen de rotoren waar intense afschuiving optreedt, waardoor tangentiële kneders zeer effectief zijn voor het dispersief mengen van versterkende vulstoffen. Het merendeel van de interne productiemengers wereldwijd maakt gebruik van tangentiële rotoren.
In een in elkaar grijpende rotorkneder (zoals de GK-serie van HF Mixing of de F-serie van Farrel Pomini) zijn de rotoren dichter bij elkaar geplaatst en overlappen hun vleugels elkaar terwijl ze roteren - vergelijkbaar qua concept met een extruder met dubbele schroef, maar met veel kortere, dikkere vluchten. Dit ontwerp genereert een duidelijk ander stromingspatroon, waardoor een betere distributieve menging en lagere compoundtemperaturen worden geproduceerd, ten koste van een iets lagere dispersieve mengintensiteit. In elkaar grijpende kneders hebben de voorkeur voor warmtegevoelig siliconenrubber, fluorelastomeren en verbindingen waarbij temperatuurbeheersing van het grootste belang is.
Ondersteboven (omgekeerde) afvoerkneders
Sommige ontwerpen van rubberen kneders – vooral die welke worden gebruikt in continue of semi-continue verwerkingslijnen – ontladen niet via een deur aan de onderkant, maar door het hele mengkamersamenstel zo te kantelen dat de kameropening naar beneden wijst en het mengsel eruit valt. Dit ontwerp met omgekeerde afvoer maakt een snellere batchvrijgave mogelijk en een eenvoudigere integratie met stroomafwaartse verwerkingsapparatuur die direct onder de kneder is geplaatst. De structurele implicatie is een aanzienlijk complexer machineframe met een kantelmechanisme en een hydraulisch vergrendelingssysteem.
Kneders met open bovenkant (Sigma Blade) versus gesloten kneders van het Banbury-type
Het is vermeldenswaard dat in sommige industriële contexten de term "rubberen kneder" ook verwijst naar batchkneders met Z- of sigma-bladen - trogvormige machines met open bovenkant en twee tegengesteld draaiende sigma- of Z-vormige bladen. Deze zijn structureel behoorlijk verschillend van de gesloten interne mixer die in dit artikel wordt beschreven. Sigma-bladkneders hebben geen ram en afdichtingssysteem, werken bij atmosferische druk en worden vaker gebruikt voor het samenstellen van siliconenrubber, thermoplastische elastomeren en lijmbereiding dan voor rubberverbindingen met een hoog vulmiddel.
Slijtageonderdelen en onderhoudskritische structurele elementen
Het begrijpen van de structuur van een rubberen kneder betekent ook weten welke onderdelen slijten en periodiek moeten worden vervangen. De belangrijkste slijtageartikelen zijn:
- Rotortips: De vleugelpunten ervaren de hoogste contactspanning met de kamerwand. Bij sommige ontwerpen zijn de rotorpunten opgebouwd met een hardface-lasoverlay die ter plaatse opnieuw kan worden aangebracht. In andere gevallen wordt de gehele rotor vervangen wanneer de slijtage van de punt de tolerantie overschrijdt - meestal wanneer de speling tussen de punt en de wand is gegroeid van de ontwerpwaarde (2–5 mm) naar meer dan 8–10 mm, waarna de mengefficiëntie meetbaar afneemt.
- Kamervoeringen: De wandbekledingssecties zijn vervangbare slijtplaten, doorgaans 30-50 mm dik, met bouten of krimppassingen in het kamerlichaam. De levensduur varieert van enkele maanden bij toepassingen met schuurmiddelen tot meerdere jaren bij lichte toepassingen.
- Rotoreindafdichtingen (verpakking): Afhankelijk van het compoundtype en de rotorsnelheid elke 300–1000 bedrijfsuren vervangen. Uitgestelde vervanging van de pakking leidt tot vervuiling van het lagergebied en tot een dramatisch versnelde slijtage van de lagers.
- Afdichting afvoerdeur: De elastomere omtrekafdichting op de afvoerdeur wordt vervangen tijdens geplande stilstanden, doorgaans elke 3 tot 6 maanden bij continue productie.
- Draaikoppelingen op rotorkoelcircuits: Jaarlijks geïnspecteerd en herbouwd in de meeste faciliteiten, omdat slijtage van de afdichtingen in deze componenten kan leiden tot het binnendringen van koelvloeistof in de lagerhuizen.
Geplande onderhoudsintervallen voor rubberkneders in bandenproductiefaciliteiten zijn doorgaans gestructureerd rond productieploegen van 8 uur, met kleine inspecties per ploegendienst, wekelijkse tussentijdse controles en grote revisies jaarlijks of elke 5.000 tot 8.000 bedrijfsuren. Een goed onderhouden rubberen kneder van 270 liter kan bij continu drieploegendienst een mechanische beschikbaarheid van meer dan 95% bereiken.